Canwin ist ein professionelles Unternehmen für Leistungstransformatoren und Hersteller von elektrischen Transformatoren.
Sprache
Canwin ist ein professionelles Unternehmen für Leistungstransformatoren und Hersteller von elektrischen Transformatoren.
Die grundlegenden Komponenten eines Transformators
1. Die grundlegende Zusammensetzung des Transformators
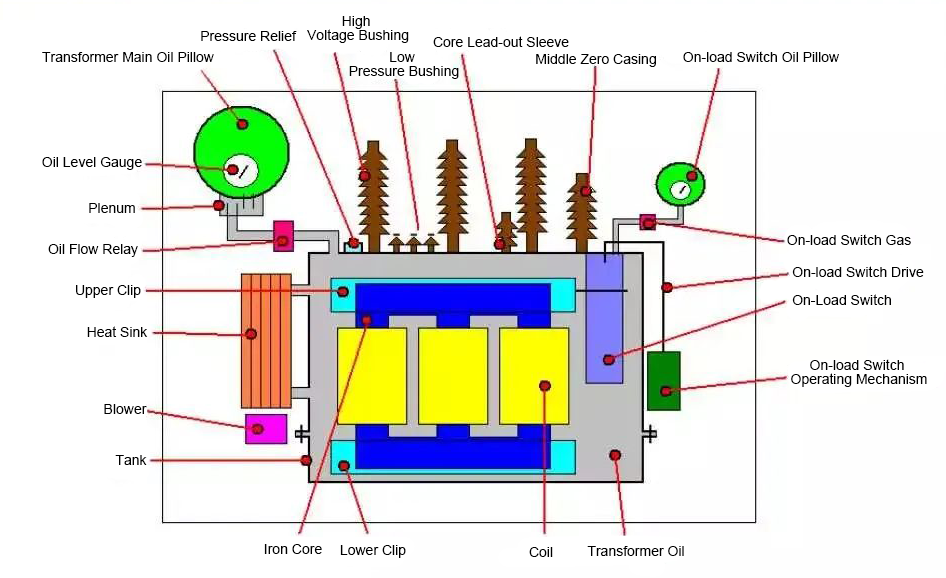
Der grundlegende Aufbau von großen Leistungstransformatoren wird normalerweise in die folgenden 7 Teile unterteilt:
1. Der Kernteil 1 umfasst eine Säule, ein Joch und eine Klemmvorrichtung, die durch Stapeln von Siliziumstahlblechen gebildet wird
2.Wicklungsteil 1 umfasst die Zuleitungsdrähte jeder Phasenwicklung und deren Anschluss
3. Isolierungsteil - einschließlich Öl- und Papierisolierung zwischen jeder Komponente und ihrer eigenen
4. Kraftstofftankteil - neben dem Kraftstofftank selbst umfasst es auch Kraftstoffspeichertanks, Halterungen usw.
5.Kühlsystem - einschließlich Kühler oder Kühler, Ölpumpe, Lüfter, Verteiler usw.
6. Messgeräte - einschließlich Signalthermometer, Stromwandler, Ölstandsanzeiger usw.
7. Schutzvorrichtungen - Druckentlaster, Gasrelais, Feuchtigkeitsabsorber usw.
Darunter können die ersten beiden Teile auch Magnetkreisteil und Schaltungsteil genannt werden, die die Grundteile sind.
Schematische Darstellung der Hauptkomponenten des Transformators

Transformator-Herstellungsprozess
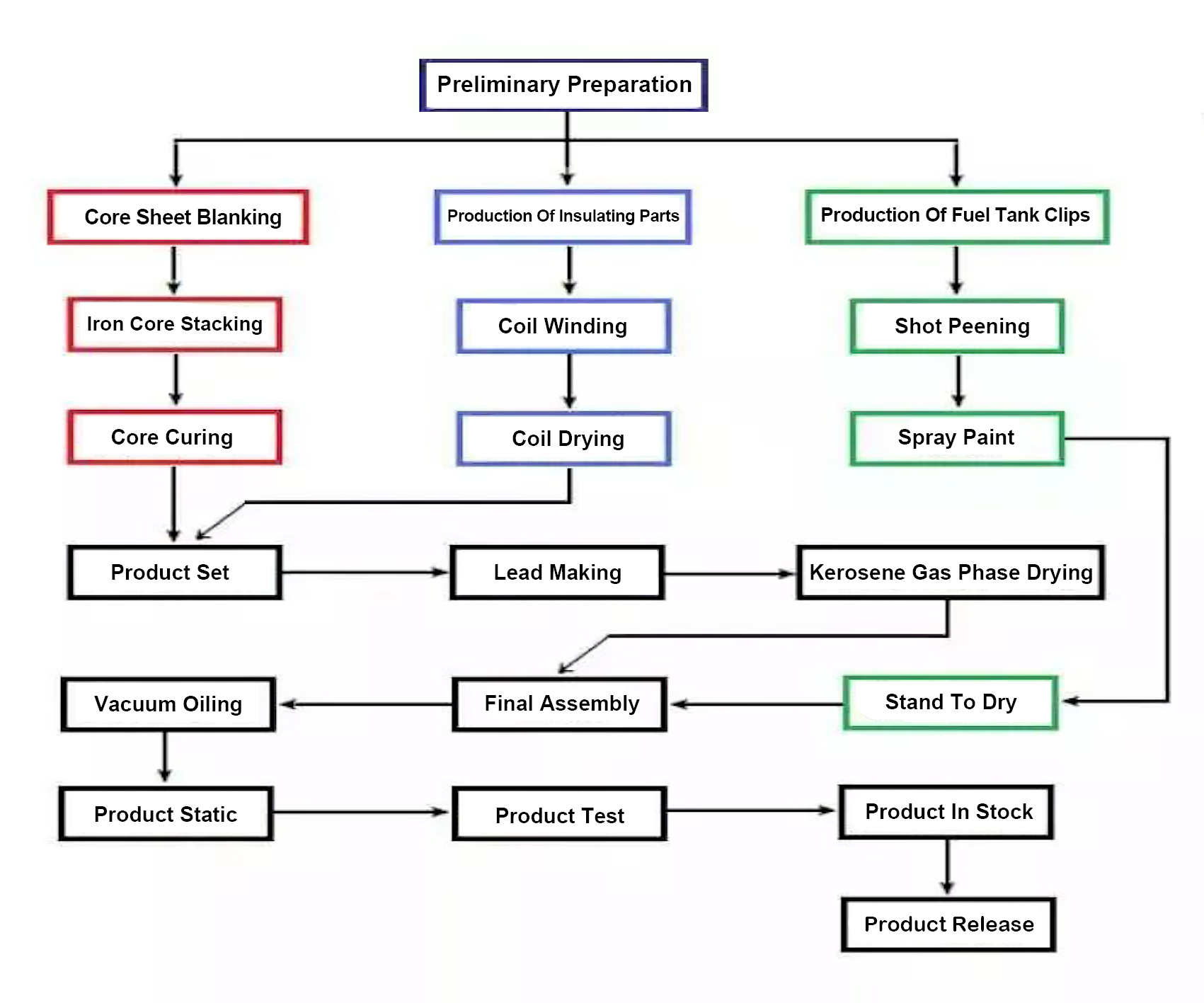
Transformatorkern
Der Hauptinhalt der Einführung des Transformatorkerns ist das Schneiden, Stapeln, Fixieren des Transformatorkerns und die neueste Stapeltechnologie zur Reduzierung von Leerlaufverlusten.
2. Transformatorkern
Der Kern ist die grundlegende Komponente des Transformators. Es besteht aus einem magnetischen Leiter und einer Klemmvorrichtung. Er hat zwei Funktionen: Der magnetische Leiter des Eisenkerns ist im Prinzip der magnetische Kreis des Transformators, der die elektrische Energie des Primärkreises in magnetische Energie und aus seiner eigenen magnetischen Energie in die elektrische Energie des Sekundärkreises umwandelt , welches das Medium der Energieumwandlung ist. Strukturell stützt der Eisenkern alle Komponenten innerhalb des Transformators, wie den Körper und die Leitungen.
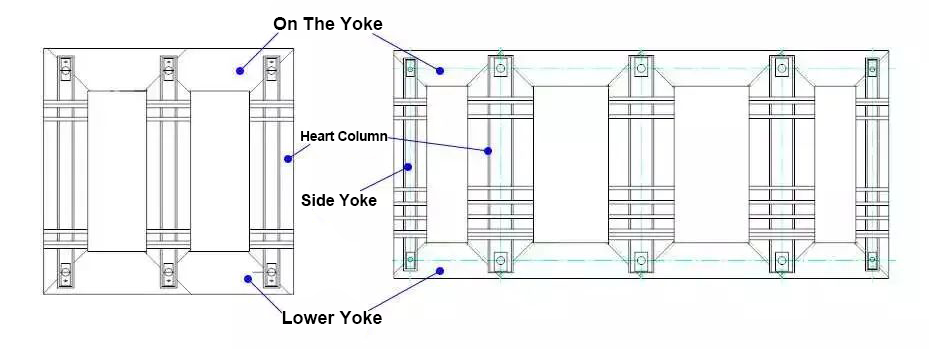
Der Eisenkern des Transformators ist eine rahmenförmige geschlossene Struktur. Der Teil der Spule wird als Kernsäule bezeichnet. Der Teil, der die Spule nicht bedeckt und nur die Rolle des Schließens des Magnetkreises spielt, wird Eisenriese genannt.

Arten von Eisenkernen
Entsprechend der relativen Position der Wicklung und des Eisenkerns kann der Eisenkern in zwei Kategorien unterteilt werden: Kerntyp und Schalentyp. Hier wird vorerst nur der Herz-Eisenkern vorgestellt. Für einphasige Transformatoren hat der Eisenkern mehrere strukturelle Formen, wie z. B. zweispaltig und zweispaltig, einspaltig, vierspaltig und zweispaltig, vierspaltig.
Für Dreiphasentransformatoren hat der Eisenkern mehrere strukturelle Formen, wie z. B. zweispaltig und zweispaltig (dreiphasig dreispaltig), dreispaltig und vierspaltig (dreiphasig fünfspaltig). Die Wahl des Kernaufbaus richtet sich nach den umfassenden Faktoren wie sinnvolle Anordnung verschiedener Wicklungen, Materialeinsparung und Einhaltung der Transporthöhe. Bypass kann die fünfte und siebte Welle im Streufluss und im Magnetisierungsstrom reduzieren.
Elektroband (Siliziumstahlblech):
Als Material für den Eisenkern-Magnetleiter wird Elektroband mit hohem Siliziumanteil, auch Siliziumstahlblech genannt, verwendet.
Es gibt zwei Arten von Siliziumstahlblechen: Kaltwalzen und Warmwalzen, von denen kaltgewalzte Siliziumstahlbleche in zwei Arten unterteilt werden: nicht orientiert und orientiert.
Die magnetischen Eigenschaften von warmgewalzten Siliziumstahlblechen sind schlecht, die magnetische Flussdichte kann nur 1,5 T erreichen und der Einheitsverlust ist zu groß, sodass es nicht mehr verwendet wird. Kaltgewalztes kornorientiertes Siliziumstahlblech hat eine offensichtliche Richtwirkung, eine hohe magnetische Sättigungsdichte, einen geringen Einheitsverlust und eine Einheitserregungskapazität und wird derzeit weit verbreitet verwendet.
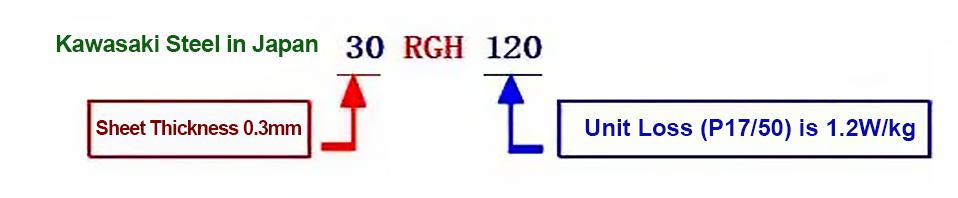
Die Dicke von kaltgewalztem kornorientiertem Siliziumstahlblech hat mehrere Spezifikationen, wie 0,35 mm, 0,3 mm, 0,27 mm, 0,23 mm usw. Die üblicherweise verwendete ist 0,3 mm und wird immer kleiner und kleiner Der Hauptzweck besteht darin, den Querverlust ohne Last zu reduzieren.
·Zur Zeit sind die Hauptproduktionsgebiete von Siliziumstahlblechen Japan, Westeuropa, Russland, Südkorea und das heimische Wuhan Iron and Steel.
Die Spezifikationen von kaltgewalzten kornorientierten Siliziumstahlblechen werden hauptsächlich durch die Dicke und den Einheitsverlust (W/kg) dargestellt, wenn die magnetische Flussdichte bei 50 Hz 1,7 T beträgt, zum Beispiel:
·Neu entwickeltes Siliziumstahlblech unter Verwendung von Laserbestrahlung und mechanischer Gravurtechnologie
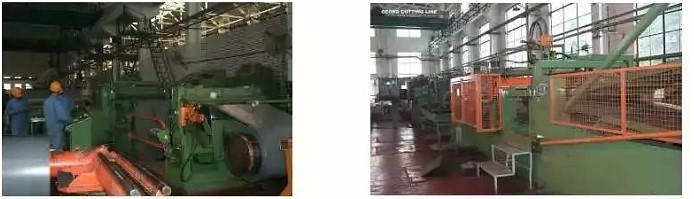
Scheren des Transformatorkern-Siliziumstahlblechs:
Wenn das Siliziumstahlblechmaterial in die Fabrik gelangt, handelt es sich um eine Spule mit einer Breite von etwa 1000 mm. Es muss mit speziellen Schergeräten (z. B. dem deutschen Georger-Draht) in die gewünschte Form geschnitten werden. Der Schergrat jedes Blechs sollte nicht größer als 0,02 mm sein.

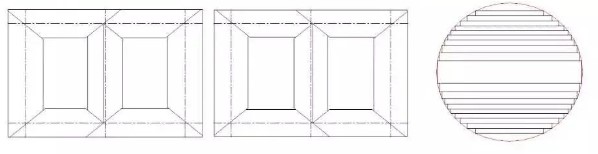
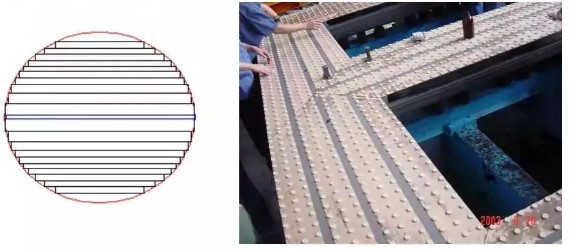
Stapeln von Eisenkernen:
●Da die Spule des Transformators vom Kerntyp kreisförmig ist, sollte der Querschnitt der Kernsäule ebenfalls kreisförmig sein, aber es ist schwierig herzustellen und unwirtschaftlich, daher wird er zu einem abgestuften (abgestuften zylindrischen Typ) gemacht. Jede Stufe bildet ein Rechteck, und die äußere Begrenzung befindet sich auf demselben Umkreis. Die Anzahl der Schritte hat eine gewisse Grenze, die entsprechend dem wirtschaftlichen Nutzen umfassend betrachtet werden muss.
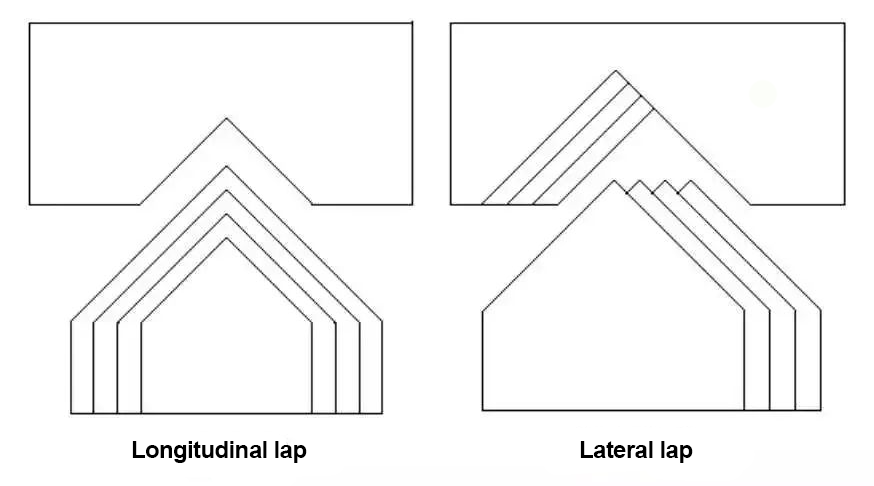
●Wenn die Eisenkerne gestapelt werden, werden die Kernsäule und die Eisenkernstücke des Eisenjochs abwechselnd durch ein oder mehrere Stücke zusammengeläppt, so dass die Stoßfugen der oberen und unteren Lagen aus Siliziumstahlblechen abwechselnd versetzt sind und sich bedecken gegenseitig. Der Erregerstrom und die Leerlaufverluste werden reduziert, während die Festigkeit verbessert wird.


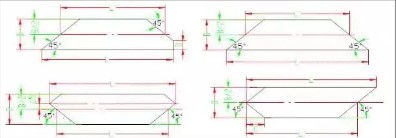
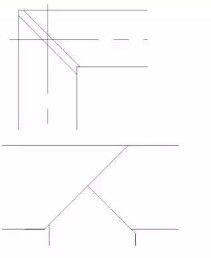
Überlappstoß des Eisenkernstücks:
·Derzeit nimmt der Transformatorkern die Form einer vollen Schrägverbindung an, dh die Verbindung der Kernsäule und des Eisenjochs beträgt 45°. Diese Verbindungsform ist vollständig geeignet für die Eigenschaften des derzeit üblicherweise verwendeten orientierten Siliziumstahlblechs mit hoher magnetischer Permeabilität. Machen Sie den Magnetkreis so konsistent wie möglich.
·Bei großen Trafokernen mit Vollgehrung erfolgt die Stapelung in der Regel in Form von zweistufigen Stößen. Um die Leerlaufeigenschaften des Transformatorkerns weiter zu verbessern, wird eine mehrstufige Nahtform des Kerns gebildet, das heißt der StepLap-Kern.
Beim Blechpaket sind die Nähte der Siliziumstahlbleche versetzt angeordnet. Wenn der magnetische Fluss eines bestimmten Stücks auf den Luftspalt an der Naht trifft, ist der magnetische Widerstand des Luftspalts mehrere tausend Mal größer als der des Siliziumstahlblechs. Der größte Teil des Flussmittels fließt durch die angrenzenden Siliziumstahlbleche, die diese Verbindung überbrücken. Der ursprüngliche Magnetfluss der Bleche an den Überbrückungsstößen und die Überbrückungsmagnetflüsse werden überlagert. Die Dichte kann eine Sättigung erreichen, so dass der Leerlaufverlust und der Leerlaufstrom im Verbindungsbereich (dh lokal) stark ansteigen, so dass der Gesamtleerlaufverlust ansteigt.
Step-Lap ist eine neue Laminierungstechnologie, die in diesem Jahr eingeführt wurde und die die magnetische Dichte des Siliziumstahlblechs im Verbindungsbereich verbessern kann, wodurch der Leerlaufverlust und das Rauschen des Kernteils effektiv reduziert werden.
Aderisolation:
Die Isolierung des Eisenkerns hat einen direkten Einfluss auf die Qualität des Transformatorkernprodukts. Die Isolierung des Eisenkerns kann in zwei Teile unterteilt werden: die Isolierung zwischen den Blechen und die Isolierung zwischen den Blechen und den Strukturteilen.
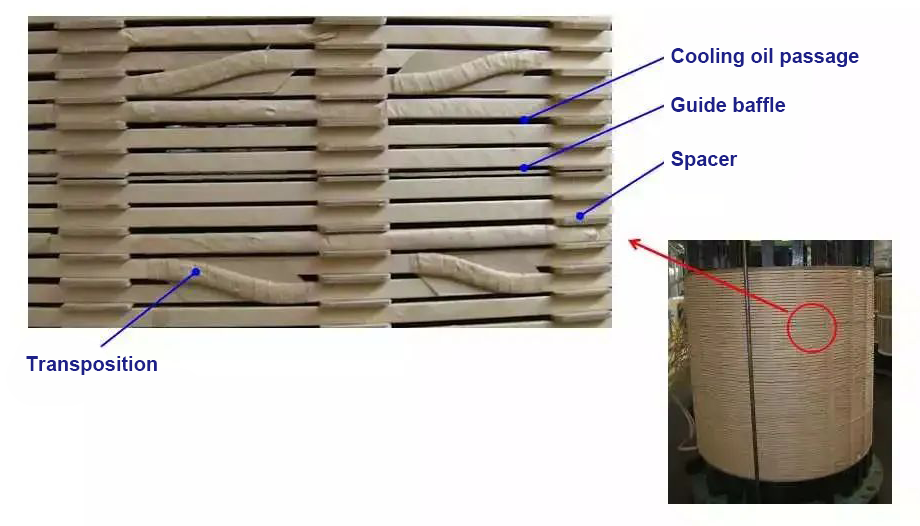
Die Isolierung zwischen den Chips wird hauptsächlich durch zwei Aspekte erreicht: Zum einen durch die Beschichtung der Oberfläche des laminierten Blechs und zum anderen durch das Einbringen einer Schicht Isolierkarton mit einer bestimmten Dicke in jeden Stapel während des Stapelvorgangs, der auch wirkt als Wärmeableitungsölkanal.

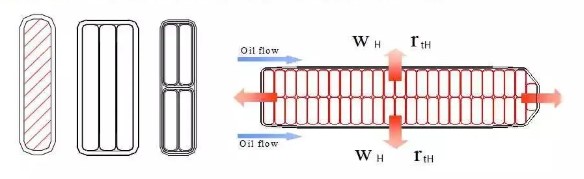
Damit die im Eisenkern erzeugte Wärme vom Transformatoröl im Kreislauf des Transformators mit großer Kapazität abgeführt werden kann, gibt es Kühlölkanäle in der Eisenkernsäule und im Joch. Die Ölkanäle können aus Siliziumstahlblechen in Wellbleche gestanzt werden oder sie bestehen aus auf Siliziumstahlbleche aufgeschweißten Stahlstäben. Für Transformatorkerne mit vollständig schrägen Verbindungen werden zur Reduzierung von Verlusten Lamellen aus nichtmetallischem Material verwendet, um Ölkanäle zu trennen.
Erdung des Eisenkerns:
Während des Betriebs des Transformators sind aufgrund der unterschiedlichen Positionen des Eisenkerns und seiner Metallstrukturen im elektrischen Feld auch die erzeugten Potentiale unterschiedlich. Wenn die Potentialdifferenz zwischen den beiden Punkten einen bestimmten Wert erreicht, tritt ein Entladungsphänomen auf. Durch die Entladung wird das Transformatoröl zersetzt oder die Feststoffisolierung beschädigt. Um dieses Phänomen zu vermeiden, müssen der Eisenkern und seine Metallbauteile wirksam geerdet werden.

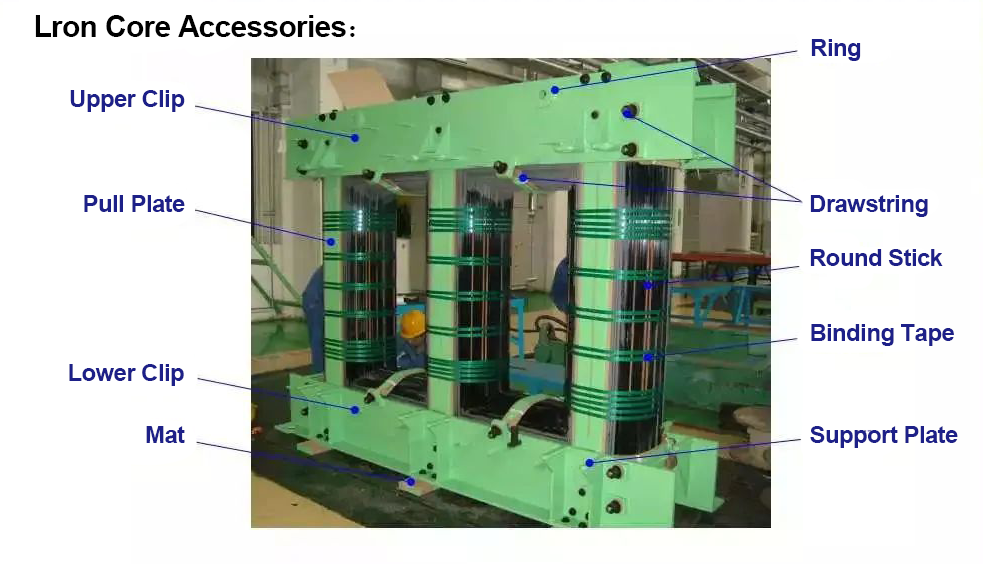
Eisenkern-Zubehör
Teil II. Transformatorwicklung
Der Hauptinhalt des Transformatorwicklungsteils ist die Draht- und Wickelmethode der Transformatorwicklung.
Die Spule ist der elektrische Stromkreis für die elektrische Eingangs- und Ausgangsenergie des Transformators und die Grundkomponente des Transformators. Spulen müssen so ausgelegt sein, dass sie die folgenden grundlegenden Anforderungen erfüllen:
1. Elektrische Stärke
Stehblitzstoßspannung
Betriebsstoßspannungsfestigkeit
Netzfrequenz-Stehspannung
2. Hitzebeständigkeit
Unter der durch den Langzeitarbeitsstrom erzeugten Wärme sollte die Lebensdauer der Isolierung der Spule nicht weniger als 20 Jahre betragen.
Unter den Betriebsbedingungen des Transformators tritt an jedem Leitungsende ein plötzlicher Kurzschluss auf, und die Spule sollte die durch den Kurzschlussstrom entstehende Wärme unbeschadet überstehen können.
3. Mechanische Festigkeit
Spulentyp;
Der Spulentyp wird hauptsächlich nach dem Relaxationsvermögen wie der Spulenspannung ausgewählt und berücksichtigt auch die elektrische Festigkeit, die mechanische Festigkeit, die Wärmeableitung und die Machbarkeit des Herstellungsprozesses. Die Wahl der Spulenstruktur ist nicht eindeutig, und manchmal stehen mehrere Strukturformen zur Auswahl. Dies hängt auch mit den traditionellen Gewohnheiten verschiedener Transformatorenhersteller zusammen.
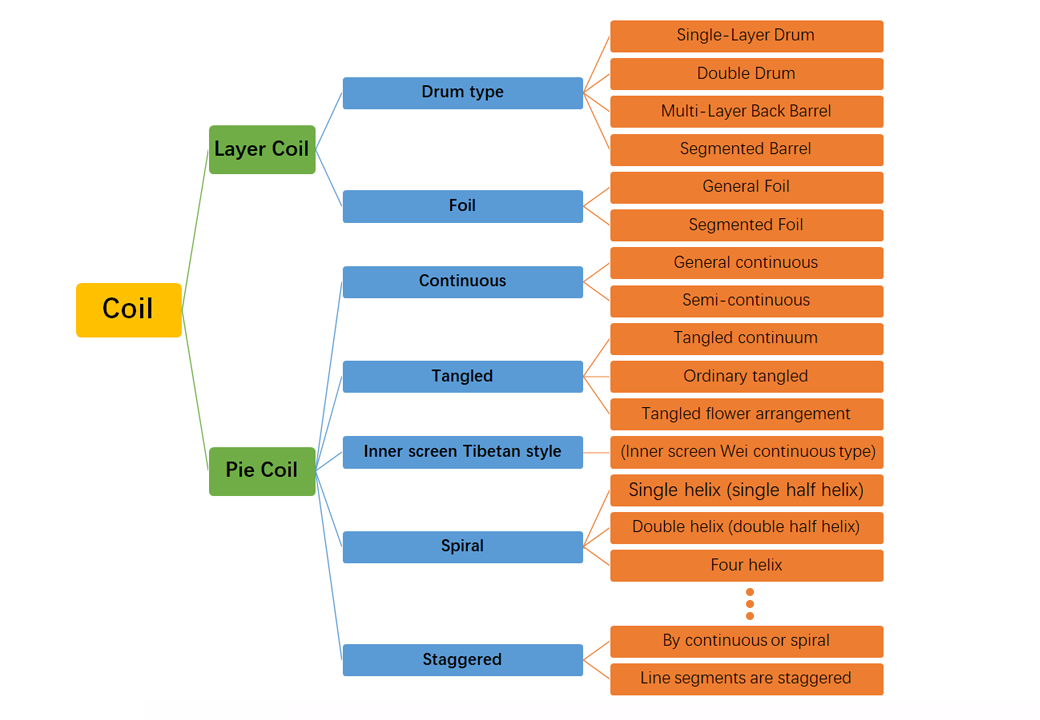
Transformatorspulen können grob in zwei Typen unterteilt werden: Schichttyp und Kuchentyp. Stiftspulen können in spiralförmige, durchgehende, verschlungene, verschlungene durchgehende, innen abgeschirmte durchgehende und gestaffelte Strukturtypen unterteilt werden.

Spulendraht:
Wickeldraht kann nach verschiedenen Leitermaterialien in Kupfer und Aluminium, nach Leiterform in Runddraht und Flachdraht, nach Isoliermaterial in Papier-, Lack- und Glasdraht eingeteilt werden. Leistungstransformatoren verwenden normalerweise mit Papier umwickelte Flachstahlsaiten.
Papierbeschichteter Flachstahldraht kann in gewöhnlichen papierbeschichteten Draht, kombinierten Draht, transponierten Draht und andere Arten unterteilt werden. Entsprechend der Zugfestigkeit von Stahldraht kann er in gewöhnlichen Draht (00, ≤ 120 MPa), halbharten Kupferdraht (120 MPa<00,2 ≤ 210 MPa). Darunter befindet sich auch ein selbstklebender Transpositionsdraht im Transpositionsdraht, d.h. ein einzelner Flachdraht im Transpositionsdraht ist mit einer Epoxidharzschicht überzogen (die Dicke des Lackfilms beträgt auf beiden Seiten ca
0,06 ± 0,02 mm), der Zweck besteht darin, alle kleinen Drähte zusammenzukleben, nachdem der Lackfilm thermisch gehärtet ist, um die Kurzschlussfestigkeit der Spule zu verbessern. Gegenwärtig wurde der neueste Netzpaketumsetzungsdraht angewendet, und entsprechende Verarbeitungsproduktionslinien wurden auch in China eingeführt.
Wickeldrähte können nach verschiedenen Leitermaterialien in Kupfer und Aluminium, nach Leiterformen in Runddrähte und Flachdrähte und nach Isoliermaterialien in Papier-, Lack- und Glasdrähte unterteilt werden. Leistungstransformatoren verwenden normalerweise mit Papier umwickeltes Flachkupfer. Schnur.
Papierbeschichteter Flachkupferdraht kann in gewöhnlichen papierbeschichteten Draht, kombinierten Draht, transponierten Draht und andere Arten unterteilt werden. Entsprechend der Zugfestigkeit von Kupferdraht kann er in gewöhnlichen Draht (02 ≤ 120 MPa), halbharten Kupferdraht (120 MPa<00, ≤210 MPa). Darunter befindet sich auch ein selbstklebender Transpositionsdraht im Transpositionsdraht, d.h. ein einzelner flacher Draht im Transpositionsdraht ist mit einer Epoxidharzschicht beschichtet (die Dicke des Lackfilms auf beiden Seiten beträgt 0,06 ± 0,02 mm), der Zweck ist, den Lackfilm zu erhitzen. Kleben Sie nach dem Aushärten alle kleinen Drähte zusammen, um die Kurzschlussfestigkeit der Spule zu erhöhen. Gegenwärtig wurde der neueste Netzpaketumsetzungsdraht angewendet, und entsprechende Verarbeitungsproduktionslinien wurden auch in China eingeführt.
Wicklungen werden normalerweise in zwei Typen unterteilt: Schichttyp und Tortentyp.
Die Windungen der Wicklung sind angeordnet und kontinuierlich entlang der axialen Richtung gewickelt, was als geschichtete Wicklung bezeichnet wird. Jede Schicht ist wie ein Zylinder. Trommelaufzug.
Die Windungen der Wicklung sind kontinuierlich in radialer Richtung gewickelt, um eine Tortenform (Segmentform) zu bilden, und die Wicklung, die aus vielen in axialer Richtung angeordneten Keksen besteht, wird als Tortenwicklung bezeichnet. Einschließlich durchgehender, verwickelter und eingefügter kapazitiver Wicklungen.

Gängige Wicklungsformen:
Übliche Wicklungen sind zylindrisch, spiralförmig, kontinuierlich und verwickelt.
Die zylindrische Wicklung ist die einfachste Art und besteht im Allgemeinen aus einer oder mehreren Wicklungen. Beim Wickeln wird es eine Windung nahe einer Windung entlang der Drahtformachse gewickelt, ähnlich einer kreisförmigen eng gewickelten Schraubenfeder. Es zeichnet sich durch einfache Wicklung, gute Verarbeitung, gute Wärmeableitung von Ölpassagen zwischen den Lagen, aber kleinen Endstützflächen und schlechter mechanischer Festigkeit aus.
Die spiralförmige Wicklung besteht aus Flachdraht, und die Windungen liegen nicht eng beieinander, sondern sind durch einen bestimmten Abstand (Ölkanal) mit isolierenden Abstandshaltern getrennt, wie bei einer gespannten Schraubenfeder. Der Vorteil ist, dass der Wickelprozess einfach ist und es einen Wärmeableitungsölkanal gibt, aber das Wickeln mit einer großen Anzahl von Windungen ist nicht geeignet.
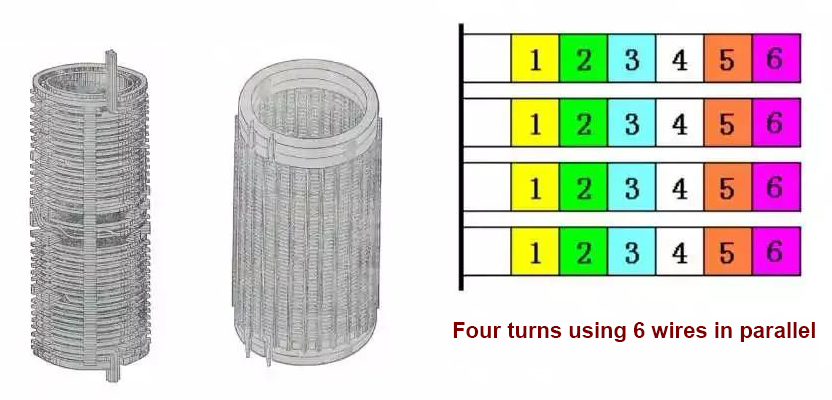
Der Spiraltyp besteht aus mehreren parallel auf den harten Reifenschlauch gewickelten Drähten, die zu einem Einzelhelixtyp gewickelt werden können und zu einem Doppelhelix- oder Vierhelixtyp gewickelt werden können, wenn mehr parallele Drähte vorhanden sind. Bei Parallelschaltung mehrerer Adern müssen die Adern vertauscht werden, da es sonst zu einem Kreisstrom durch ungleiche Adernlänge kommt.
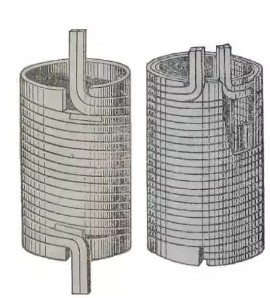
Die Endloswicklung besteht aus einem oder mehreren Flachdrähten, die durch ein spezielles Verfahren kontinuierlich zu mehreren tortenstückförmigen Drahtsegmenten auf den Isolierzylinder- oder Drahtformstreben gewickelt werden. Die Vorteile sind eine hohe mechanische Festigkeit und eine gute Wärmeableitungsleistung. Der Wickelvorgang ist jedoch komplizierter.
Die Verbindung zwischen Endlosdrahtkuchen und Drahtkuchen ist abwechselnd auf der Innen- und Außenseite der Wicklung, so dass bei ausreichender Drahtlänge ohne Lötstellen zu einer Endloswicklung gewickelt werden kann.
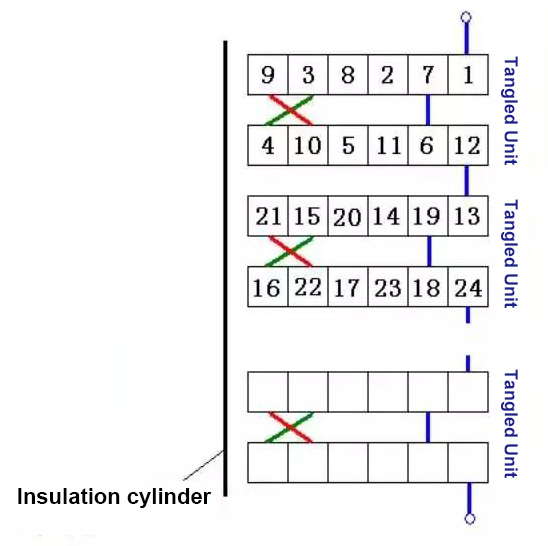
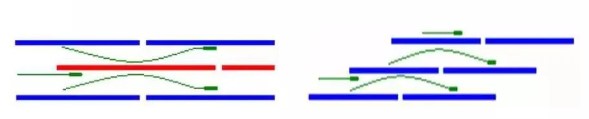
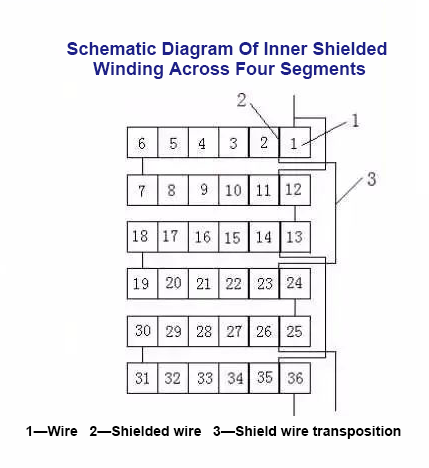
Die eingefügte kapazitive Wicklung wird gebildet, indem ein Draht (geschirmter Draht) mit einer Längskapazität zwischen die Windungen innerhalb der Außenseite des durchgehenden Wicklungsdrahtkuchens eingefügt wird. Der eingelegte Drahtkuchen und die Anzahl der eingebrachten Windungen können entsprechend der erforderlichen Kapazität bestimmt werden. Der abgeschirmte Draht hat keinen Arbeitsstrom, daher werden meist sehr dünne Drähte verwendet.
Die eingefügte kapazitive Wicklung nimmt eine kontinuierliche Wicklung an, wodurch eine große Anzahl von Schweißpunkten im Vergleich zur verwickelten Wicklung reduziert werden kann, und die Anzahl der Windungen des eingeführten Abschirmdrahts kann frei eingestellt werden, sodass die Längskapazität nach Bedarf eingestellt werden kann. Gegenwärtig wird es häufig in Transformatorwicklungen von 110 kV und mehr von großen Transformatoren verwendet.
Drahttransposition
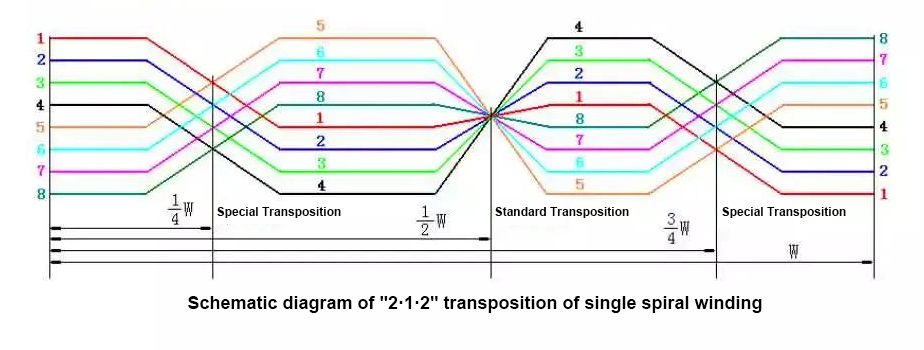
Wenn der Transformatorstrom groß ist, bestehen die Windungen der Spule aus mehreren parallelen Drähten. Wenn keine Maßnahmen ergriffen werden, ist der Draht nahe der Mittelachse kurz und der Draht weit entfernt von der Mittelachse lang. Aufgrund der unterschiedlichen Länge und Position des Drahts im Magnetfeld werden der Widerstand und die induktive Reaktanz des Drahts unausgeglichen, und die Stromverteilung zwischen den Leitern wird verursacht. unausgeglichen. Um eine gleichmäßige Verteilung des Stroms entlang der Leiter zu gewährleisten und zusätzliche Verluste zu reduzieren, müssen die parallelen Leiter vertauscht werden, was als "Vertauschen" bezeichnet wird.


KONTAKT
Profitieren Sie von unserem unübertroffenen Wissen und unserer Erfahrung – wir bieten Ihnen den besten Anpassungsservice.

















EINE NACHRICHT HINTERLASSEN
Bitte füllen Sie das untenstehende Formular aus und senden Sie es ab. Wir werden uns innerhalb von 48 Stunden bei Ihnen melden. Vielen Dank!
EMPFOHLEN
Sie werden alle nach strengsten internationalen Standards gefertigt. Unsere Produkte erfreuen sich sowohl auf dem Inlands- als auch auf dem Auslandsmarkt großer Beliebtheit.

