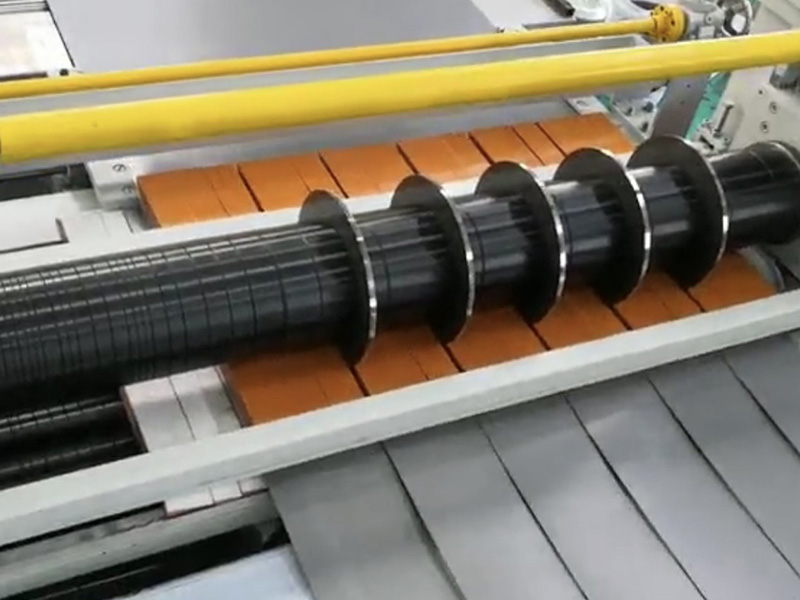
Slitting lines
Canwin is a professional Power Transformer Company & Electrical Transformer Manufacturer
Language
Canwin is a professional Power Transformer Company & Electrical Transformer Manufacturer
Model: CAZJ -1250-10T
The basic engineering of mechanical equipment
1.Equipment foundation plan. And the delivery date for 10 working days after signing a contract.
2.Buyer is responsible for all equipment foundation engineering construction and supervision.
3.Equipment foundation holes are reserved hole to match the anchor hole of equipment base.
4.Base hole cement grouting after equipment installation is in charge of the buyer, seller offer foundation bolt by random.
Supply power, gas and oil
1. Buyer is responsible for a stable power supply to operating station.
2. Buyer provide one set of air compressor and cooler by himself.
3. Buyer provide gear oil, hydraulic oil, lubricating oil, and seller offer oil brand.
4. Buyer will provide requested material for mechanical debugging.
Roduction workshop
1. Production line processing set- up length is about 14m.
2. The production workshop area: length 18 m X width 8 m X high 6 m.
3. Equipped with one set of goods crane carrying more than 20 t , and production workshop corollary equipment.
4. Production workshop is equipped with lighting equipment, and 42℃ below room temperature environment.
Note: We have the final explanation right for this contract specification.
Coil Specification
1 .Material: Silicon steelcoil
2. Material quality: Up to the authentic low carbon steel coilstandards
3. Tensilestrength: σb≤440Mpa,σ0.2≤280Mpa
4. Thickness:0.2-0.8mm
5. Width: 40-1250mm(Max.)
6. Coil ID: 508mm (Can enlarge scope to 610 withwasher)
7. Coil OD: 1400mm(Max.)
8. Weight: 10T(Max.)
Finished Product
1. Coil ID: 508mm
2. Coil OD:1200mm (Max.)
3. Weight: 10T(Max.)
4. Width tolerance: ± 0 .05 mm ( New shear blade to 0 .5 mm)
5. Stripe width: 40mm (Min.)
6. Shear stripe(Max.)11 stripes(cold rolling metal plate thickness below 0.5 mm)
7. The face runout of cutter and cutter spacer must be 0.005 mm or less, cutter inner hole and spindle clearance must be 0.05 mm or less, and these can ensures that shearing stripe number and shear the best qualityproducts.
Equipment Other Parameters
1. Power: 380V/ 50Hz/ 3PH
2. Installed capacity: About 60KW
3. Slitting speed:0 - 200m/ min
4. Slitting way: Drive to cut
5. Rolling way: overwind
6. Drive motor
1) Pinch machine motor DC 11 KW
2) Circle shear motor DC7. 5 KW
3) Winding machine motor DC22 KW
7. Control mode: Use PLC, touch screen, sevo- closed- loop control system
8. Floor space: Length 24m X Width 8m
9. Production l ine direction: From left to right( face to the equipment)
10. Machine color: Provided by the customer color plate, automobile paint, secondary coating.
Summary of equipment and components
Coil precision slitting machine is mainly used for common cold rolling metal plate
of slitting stripes to high- speed precision machining And the machine components are below:
1. Loading station
2. Coil car
3. Uncoiler
4. Pinch machine and head plate shears
5. Front loop
6. Side guide device
7. Disc shear
9. Back loop
10. Separation device and Plate tension station
11. Pinch and subsection shearing machine
12. Winding machine
13. Discharge trolley
14. Hydraulic system
15. Pressure system
16. Lubricating system
17. Electrical equipment

Equipment Introduction
Loading station
1. The loading station used in the preparation for steel coil loading work, and platform line nylon plate in order to prevent the surface scratches.
2. Reserve coil number: 1set
3. Load weight: 10 T (Max.)
Coil car
1. Operation function: With functions of lifting and moving horizontally, it can easily import steel coil inner hole to uncoiler expanding cylinder.
2. Drive way: Lifting adopts hydraulic drive, horizontally movement driven by AC gear motor,four pillar type elevator guide.
3. Load weigh: 10 T (Max.)
Uncoiler and coil compression unwinder
1. Operating function: One- arm supports hydraulic pressure expanding claw structure. When the coil car positioning, the uncoiler put the expanding claw into the steel coil inner hole, and open claw to coil up t ight, unwinder decline for steel coil compression and manual uncoiling Start the AC motor rotating the uncoiler, import the end plate to the pinch machine,containing the manipulator device.
2. Arc plate circle size: φ508mm( Can buy washer to expand scope)
3. Axis core structure: Consists of four groups of wedge slider, and use advanced no welding structure.
4. Manipulator: To support one end of the cantilever shaft, connect rod dieroof structure, and drived by hydraulic cylinder.
5. Brake device: Advanced pneumatic wind plate brakebraking.
6. Mechanical structure: It’s processed by casting and welding steel plate.
Pinch machine and head plate shears
1.Operating function:Pinch machineadopts
DC11KW motor driven by the gear case, with the closed loop control after the work order
Two roller eccentricity structure, Upper pinch
roll package PU polyurethane,lower pinch roll with hard chromium plating Pinch machine use for steel coil conveying and synchronous control.
2.Type: The shear cut is oil hydraulic cylinder driving.Shears can cut flat the unflatness coil head to facilitate the next process.
Front loop
1.Operating function: The loop use two group of electric eye control, and adjust the speed between pinch machine and disc shear to cooperate Meanwhile it can control the position of the steel strip in the loop pit Included the hydraulic loop guide and electric eye control system.
2. Mechanical structure: Loop guide table is arm structure, table- boardcovers with the plastic wheel, and use hydraulic drive tol ift.
Side guide device
1.Operating function: To guide steel coil plate end smoothly into the disc shear with the both sides of the vertical roller wheel device Special Setting front guide roller to make steel coil lead more accurately.
2. Width adjustment: To adjust manually bothway screw rob, and the minimum width is 200mm.
3. Special installing compression roller above the disc shear of entrance to prevent steel plate to bounce at the beginning.
Disc shear
1.Operating function: Steel coil is longitudinal sheared into width needed. Through changing combined casing, can flexibly change shear finished width. Servo- motor drive, single machine can turn reversible .And it adopts motor side open rack.
2. Type: Circular cutter type
3. Mechanical structure:
1) Spindlematerial:SCM440
2) Spindle specification: Φ 125 mm, Each one from top to bottom, no key type structure.
3) Cutter shaft adjustment: Be fixed by lower shaft, electric adjusted by upper shaft.
4) Cutter shaft fastening:Top and bottom cutter shaft adopt double nut as axial fastening.
5) Cutter protection: In the shaft end of top and bottom cutter shaft is equipped with iron cutter cases.
4. Flashboard function: On the rack is equipped with installation sheet material return device of wood shuttle flash board.
5. Drive device: 7.5 KW servo motor .
Back loop(Contain)
1.To guide the steel strip enter into the recoiling machine When the unit operating, it can coordinate the speed balance of slitting machine andrecoiling.
2.Loop guide table is arm structure, and use hydraulic drive.
3.Loop guide table covers with the plastic wheel.

Scrap received unit (02 nos)
This device is used to receive the scrap of both side
Separation device and plate tension station
1.The front steel strip separator make steel strip separate in advance into the recoiler, make the winding steel strip produces tensionfor
the steel strip and make tight
2.Tension station is equipped with the lift of synchronizer and a set of fixed separation device.
3.Tension station can adjust the pressure according to the requirements of different materials And the structure is flat felt type.

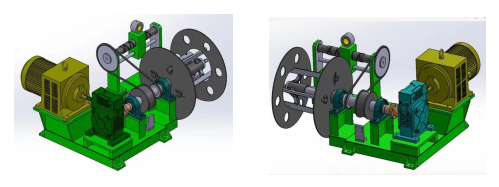
Winding machine
1.Operating function: To separate the slitting strip and wind the strip coil To shirk the strip coil to discharge car is by manual operation Coiling cylinder rotate by dc motor driven, and radial shrink by hydraulic driven The clamping jaw is inching position oil pressure shrinking structure Hydraulic pressure cantilevertype of coil strip separator can auto- rise with the increase of steel coil, and can always compress steel coil It contains manipulator and pneumatic rapid brake Returned material adopts the hydraulic push plate method to ensure that steel coil good layer and do not loose when returning material.
2.Mechanical structure:
1)Arm type of steel strip separator: By the cantilever, separate pieces, separation of spacer and separation axis Separation axis lifting power is the hydraulic cylinder Separation axis auto- rise with the increase of steel coil, and can always compress steel coil Cantilever axis positioning by the manipulator device, and ensure that scroll bearing in good condition.
2)Strip steel recoiling machine: By the motor, reduction gearbox and coiling cylinder.
3)CoilID:Φ508mm
4)Coil shrinkage: Rotating hydraulic cylinder drive, seamless structure.
5)Axis core structure: Consists of four groups of wedge slider, and use advanced no welding structure.
6)Coil OD: Φ1200mm(Max.)
7)Coil weight: 5T (Max.)
8)Coil mode:Overwind
9)Clamping jaw: Inching positioning oil cylinder shrinking device No crease type of clamping.
10)Braking device:Advanced pneumatic disc type brake braking.
11)Drive power: 22KW servomotor.
12)Returned material device: Returned material adopts the hydraulic push plate method.
13)Manipulator: To support one end of the cantilever shaft, connect rod die roof structure, and driven by hydraulic cylinder.
Discharge trolley
1.Operating function: With functions of lifting and moving horizontally, it can easily export the inner hole of steel coil uncoiler expanding cylinder.
2.Drive way: Lifting adopts hydraulic drive, horizontally movement driven by AC gear pillar type elevator guide.
3.Loading capacity: 10T( Max.)

Hydraulic system
1 One set of oil pressure pump station Ac electromagnetic directional valve oil control And be with oil filtering andcooling system.
Pressure system
Solenoid valve and manual valve loop control Three combinations are moisture separation, oil mist lubrication and pressure regulating.
Lubricating system
All moving parts are equipped with corresponding lubrication points .
1. Electric control, deputy work station, A total of three groups of electronically controlled main and deputy operating station.
2. Use PLC, touch screen, dc closed- loop control system.
3. PLC,touch screen,button and main electric element sadopt SIEMENS
4. Full intelligent control,one-button start running cruise!
The basic engineering of mechanicalequipment
1. Equipment foundation plan Andthe delivery date for 10 working days after signing a contract.
2. Buyer is responsible for all equipment foundation engineering construction and supervision.
3. Equipment foundation holes are reserved hole to match the anchor hole ofequipment base.
4. Base hole cement grouting after equipment installation is in charge of the buyer, seller offer foundation bolt by random.

Supply power, gas and oil
1. Buyer is responsible for a stable power supply to operating station
2. Buyer provide one set of air compressor and cooler by himself.
3. Buyer provide gear oil,hydrauli coil,lubricating oil by himself,and seller offer oil brand.
4. Buyer will provide requested material for mechanical debugging.
Production workshop
1. Production line processing set- up length is about14m.
2. The production workshop area: length 18 m X width 8 m X high6 m.
3. Equipped with one set of goods crane carrying more than 20 t , and production workshopcorollaryequipment.
4. Production workshop is equippedwith lighting equipment, and 42℃ below room temperatureenvironment.
Note
We have the final explanation right for this contractspecification.
FAQ
1.What can we do for you ?
We can provide you with power transformer manufacturing equipment and technical services for you to create a strong competitive transformer factory. We can provide you with special transformer OEM/ODM services. Even if you do not have the ability to produce, you can also go to pick up your order. We can provide you with all the high quality raw materials you need for your transformer plant production. Of course, the price must be very attractive!
2.How many years have your company made this kind of equipment?
We have 20 years of marketing experience and a 200,000 square foot modern manufacturing center.
3.Which certificate do you have for your equipment?
We have owned 56 patents in fields of the international invention. ISO9001 / SO14001/ STL / ASTA / KEMA
4.Can you send your staff to install the equipment for us?
After - sales free to provide engineers on-site installation and debugging and professional technical training.Answer your technical or technical questions by phone or in writing.
5.Do you have any agent in our country?
CANWIN transform and upgrade traditional industries as an opportunity to deepen the " one belt and one road" strategic layout, deepen cooperation with foreign markets. in the form of cooperation and mutual benefit, set up the transformer manufacturing center and core processing base in the Middle East, India. Dubai. Vietnam. Thailand. etc.In the future, CANWIN will move towards the direction of intelligent equipment leader, making China a global reputation!
CONTACT US

















LEAVE A MESSAGE
Please fill out and submit the form below, we will contact you in 48 hours, thank you!
RECOMMENDED
They are all manufactured according to the strictest international standards. Our products have received favor from both domestic and foreign markets.

